Reparació d'arrencadors magnètics
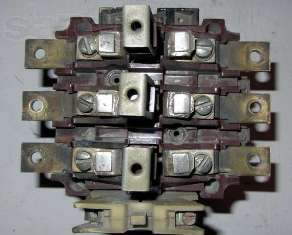
Reparació de contactes d'arrencadors magnètics
 Contactes arrencadors magnètics, a la superfície de les quals hi ha restes de cremades i dipòsits de carboni, es netegen amb un drap de cotó mullat en white spirit o gasolina d'aviació.
Contactes arrencadors magnètics, a la superfície de les quals hi ha restes de cremades i dipòsits de carboni, es netegen amb un drap de cotó mullat en white spirit o gasolina d'aviació.
Les esquitxades i les "perles" de metall a la superfície dels contactes es netegen amb una llima. Després de netejar amb una pica amb un gruix de 0,05 mm, comproveu l'estanquitat de la connexió de les superfícies de contacte. Amb contactes tancats, la sonda no ha de passar més del 25% de la superfície de contacte entre els contactes.
En cas de trencament o afluixament, la molla de contacte es substitueix per una de nova o una adequada del motor d'arrencada rebutjat.
Quan el fil està desgastat o exposat als forats dels cargols per connectar els cables que transporten corrent, els forats amb el fil danyat es tallen i el fil de la mida següent es toca amb una aixeta.

Reparació de circuits magnètics d'arrencadors magnètics
Els circuits magnètics dels arrencadors magnètics consisteixen en una armadura i un nucli sobre el qual es reforça una bobina en curtcircuit.
Les superfícies de contacte contaminades del nucli i l'armadura es netegen amb un material de neteja sucat amb gasolina.Si hi ha restes de corrosió a la superfície del contacte, la superfície es neteja amb un drap d'esmeril. Després de netejar amb una sonda de 0,05 mm, comproveu l'àrea de contacte entre el nucli i l'induït prement l'armadura contra el nucli amb la mà. La superfície de contacte ha de ser almenys el 70% de la secció del nucli.
Si l'espai d'aire entre el nucli mitjà de l'induït i el nucli del circuit magnètic és inferior a 0,2 mm, l'armadura o el nucli de l'arrencada s'enganxa en un torn i el nucli central s'omple amb una llima amb una ranura fina. A continuació, es col·loca l'ancoratge al nucli i es sondeja la bretxa. La distància ha d'estar entre 0,2 i 0,25 mm. Quan alimenteu el nucli, assegureu-vos que les superfícies de l'armadura i els nuclis del nucli siguin paral·leles quan el sistema d'imants estigui tancat.

Durant l'enduriment per treball, la superfície de contacte del nucli i l'armadura es rectifica en una rectificadora fins que s'eliminen les restes d'enduriment. Després de mòlta amb sondes, comproveu l'espai entre els fils mitjans, així com l'àrea de contacte dels fils extrems de l'armadura i el nucli. La bretxa entre els nuclis mitjans ha d'estar dins dels límits superiors i l'àrea de contacte dels nuclis extrems ha de ser almenys el 70% de la secció transversal del nucli.
El curtcircuit danyat dels arrencadors es substitueix per un de nou. El curtcircuit danyat de l'arrencada es talla amb una llima a un costat i s'elimina.
El lloc on està instal·lada la bobina es neteja amb una llima. El nou torn de curtcircuit està fet de llautó.Es prohibeix la substitució de material i fer un curtcircuit amb desviacions de dimensions, ja que això comporta un augment del soroll de l'arrencada inclòs o un escalfament inacceptable del bucle.
El curtcircuit produït en els arrencadors es pressiona a les ranures del nucli o es col·loca sobre el nucli i les seves plaques de fixació es dobleguen.
Si la superfície del circuit magnètic té un color danyat, es neteja amb un material de neteja sucat amb gasolina o alcohol blanc i s'asseca. Després de l'assecat, el nucli i l'ancoratge es baixen a un bany d'esmalt de manera que les superfícies de contacte no es cobreixin amb vernís i l'amplada de la tira sense pintar al voltant de les vores de la superfície de contacte no sigui superior a 3 mm. També podeu pintar el nucli i l'armadura del circuit magnètic amb un pinzell.
Les superfícies pintades s'assequen a l'aire durant 2-3 hores.

Reparació de pinces terminals d'arrencadors magnètics
Les superfícies de contacte cremades o oxidades dels blocs de terminals es netegen amb una llima o paper de vidre, es netegen amb un material de neteja sucat amb gasolina i es conserven amb soldadura POS-30.
Quan el fil està desgastat o trencat als forats dels cargols per connectar els cables de subministrament de corrent, els forats es solden amb coure o llautó amb una torxa de gas. El lloc de soldadura es neteja amb una llima, es clava i es fa un forat per tallar un fil nou. Es talla un fil al forat perforat a la mida del fil danyat.